中文
中文 English
English

如何判断水力模块中的阀门是否内漏?
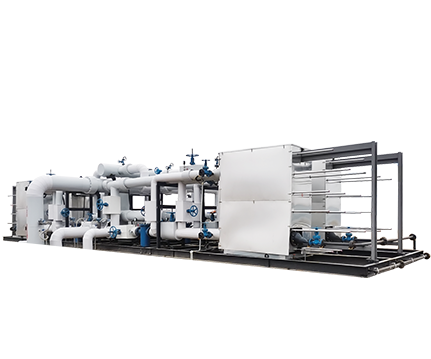
水力模块是水系统中的一个重要组成部分,它的阀门性能的稳定可靠会直接关系到整个系统的运行效率与安全。阀门内漏不仅会造成水资源浪费,还可能引发系统压力异常、设备损坏等一系列问题。因此,准确判断水力模块中的阀门是否内漏,对于维护系统正常运行、降低运维成本具有重要意义。以下将从多个方面介绍判断艾克森水力模块阀门内漏的有效方法
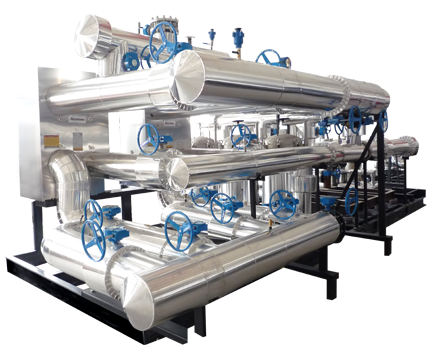
全焊接板式换热器的板片组装和定位是决定设备密封性能、换热效率及使用寿命的重要工序,它的工艺要求围绕精准定位、稳定组装、可靠焊接三大中心展开,可以结合板片结构特点、材质特性及工况需求制定严格地标准。板式换热器的板片作为换热的中心元件,每片都带有特定的波纹结构与密封槽,组装与定位的精度会直接影响到板间通道的均匀性,进而影响流体流动与换热效果,同时也关系到后续焊接工序的质量,以免出现焊接缺陷。

1.在板片定位方面,首要要求是基准统一,通常以板片的定位孔或边缘基准面为定位基准,确保多片板片叠加后定位偏差控制在0.1-0.3mm范围内。定位过程中需采用专用定位工装,如定位销、夹紧装置等,防止板片在组装过程中发生偏移或变形。对于带有复杂波纹的板片,需保障相邻板片的波纹纹路对齐,使形成的换热通道宽窄一致,以免出现局部通道狭窄导致的压力损失增大问题。此外,定位前还需要对板片表面进行清洁处理,去除油污、氧化皮等杂质,防止杂质影响定位精度及后续焊接质量。
2.板片组装工艺还需要遵循分层组装、逐步夹紧的原则,根据板式换热器的板片数量分批次进行组装,每组装一定数量的板片后进行初步夹紧,防止已组装板片发生位移。组装过程中需实时监测板片的平行度与平面度,平行度偏差需控制在每米长度内不超过0.5mm,避免因板片倾斜导致通道不均。对于全焊接结构,组装后需进行预压固定,确保板片间贴合紧密,为焊接提供稳定的对接间隙,间隙通常控制在0.1-0.2mm,以保障焊接接头的熔合质量。同时,组装过程中需做好标识记录,确保板片的排列顺序符合设计要求,以免出现介质流向错误
艾克森全焊接板式换热器板片组装与定位的工艺要求涉及到于清洁、定位、组装、夹紧等各个环节,做好每一步让精准控制都成为保障板式换热器整体性能的基础。
艾克森隐私权政策声明是本网站保护用户个人隐私的承诺。鉴于网络的特性,本网站将无可避免地与您产生直接或间接的互动关系,故特此说明本网站对用户个人信息的收集、使用和保护政策,请您务必仔细阅读:
使用者非个人化信息
我们将通过您的IP地址来收集非个人化的信息,例如您的浏览器性质、操作系统种类、给您提供接入服务的ISP的域名等,以优化在您计算机屏幕上显示的页面。通过收集上述信息,我们进行客流量统计,从而改进网站的管理和服务。
个人信息
当您在艾克森官网进行用户留言、问卷调查、在线咨询等操作时,在您的同意及确认下,本网站将通过注册表格、订单等形式要求您提供一些个人信息。这些个人信息包括:
个人识别资料:如姓名、性别、身份证号码、电话、通信地址、住址、电子邮件地址等情况。请了解,在未经您同意及确认之前,本网站不会将您为参加本网站之特定活动所提供的资料利用于其它商业目的(本网站用于改善、提升服务质量除外)。
信息安全
本网站将对您所提供的资料进行严格的管理及保护,本网站将使用相应的技术,防止您的个人信息丢失、被盗用或遭篡改。
第三方
授权的第三方可能需要访问您的一些个人信息。例如,如果艾克森需要将产品运送给您,艾克森必须与运输公司分享您的姓名和地址。 艾克森限制这些第三方访问和使用您的个人信息。不会以其他方式与第三方分享您的个人信息,除非您授予艾克森的许可。